

前回の記事では、自動倉庫連携における「システムの境界線(デマケーション)」について解説しました。境界線が決まれば、次はその境界線をまたいで「モノと情報がどう流れるか」を設計するフェーズに入ります。
今回は、倉庫管理の起点となる「入荷・棚入れプロセス」を取り上げます。EWMの入荷プロセスは、単に「荷物を受け取る」だけではありません。実物の動きとシステムの情報を同期させ、「在庫の真実(Inventory Truth)」を確立するための、最も重要な最初のステップです。

入荷プロセスの業務フロー
EWMの各機能(マスタや検索ロジック)を深掘りする前に、まずは入荷プロセスの全体像を俯瞰してみましょう。
入荷は、購買部門が発注したモノが倉庫に届き、棚に収まるまでの一連のリレー作業です。このプロセスでは、現場の「業務」と、それを支える「システム」が以下のように密接に連携しています。
入荷プロセスの全体図
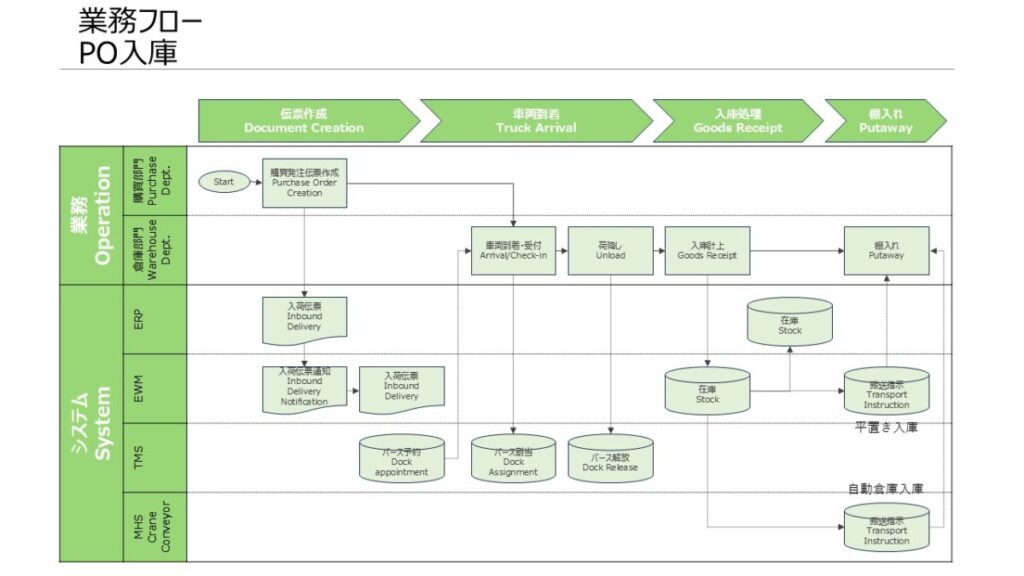
このフローを紐解くと、入荷プロセスは大きく4つのフェーズに分かれていることがわかります。
1. 伝票作成フェーズ:情報の起点
すべての始まりは「購買発注(PO)」です。購買部門がERPで伝票を作成すると、それが「入荷伝票」として倉庫側(EWM)へ伝達されます。この段階で、倉庫側は何が・いつ・どのくらい届くのかを事前に把握(入荷伝票通知)し、受け入れ準備を開始します。
2. 車両到着フェーズ:輸送と倉庫の接点
トラックが倉庫に到着する前後では、輸配送管理システム(TMS)との連携が重要になります。
- TMS: バース予約や割り当てを管理し、トラックを待たせない効率的な誘導を行います。
- 倉庫現場: 受付と荷卸しを行い、完了後には速やかにバースを解放します。
ちなみに、SAPには「Dock Appointment Scheduling(DAS)」という機能があり、バース予約などの管理が可能です。EWMやYard Logisticsとシームレスに統合できるため、これらを組み合わせてEWM上で一元的に管理を行うという運用オプションも選択できます。
3. 入庫処理フェーズ:所有権の確定
荷卸しされた製品に対し、倉庫担当者が「入庫計上(GR)」を行います。
- 在庫の同期: EWMで入庫を計上した瞬間、ERP側の在庫情報も更新されます。この瞬間、製品の所有権が正式に自社に移り、会計上の資産として認識されます。
4. 棚入れフェーズ:実移動と格納
最後は、製品を最適な保管場所に移動させるステップです。ここで「システムの境界線」が物理的な動きを制御します。
- 平置き・手作業エリア: EWMから作業員へ「搬送指示」が出されます。
- 自動倉庫エリア: EWMからマテハン制御システム(MHS)へ指示が飛び、クレーンやコンベアが自動で製品を棚まで運びます。
自動倉庫のどの棚に入れるかは、WCSのロジックに任せるのが定石です。EWMでも指定はできますが、設備の稼働効率(クレーンの最短移動など)を優先するなら、やはり現場を熟知したWCS側の判断が欠かせません。
実務上の重要ポイント:情報の「計画」と「実行」を同期させる
第1章のフロー図で見た通り、EWMの入荷プロセスはERPからの情報連携によって動き出します。ここで重要なのは、EWMは単に「荷物を受け取った結果」を入力する場所ではなく、実物の動きとシステム情報を1対1で同期させ、「在庫の真実(Inventory Truth)」を確立する場所であるということです。
この「真実」を支える、3つの重要なポイントを解説します。
1. 「計画」と「実行」を分ける:IDNとIDの役割
ERPから届く入荷情報は、ビジネス上の「予定(計画)」に過ぎません。EWMではこれを、倉庫現場での「作業(実行)」へと変換します。
- 入荷伝票通知 (IDN): ERPから届いた「予定」のインターフェース層です。
- 入荷伝票 (ID): IDNを元に作成される、倉庫内での「実行」を管理する伝票です。
※最新のS/4HANA(Embedded EWM)では、設定によりIDNを意識させず、直接IDを作成する運用も一般的ですが、「外部からの予定を受け取り、倉庫内の実行情報へ引き継ぐ」という論理構造は変わりません。このステップを挟むことで、現場で発生した「予定との差異(数量不足など)」を正しく管理できるようになります。
2. 「荷役単位(HU)」:在庫の真実を支える背番号
入庫受入(GR)のステップで最も重要なのが、パレットやケースといった荷姿を「荷役単位(HU:Handling Unit)」としてシステムに登録することです。
実物のパレットにラベルを貼り、システム上の「HU番号」と紐付ける。これにより、以降のプロセスは「製品名や個数」を意識する必要がなくなります。ラベルをスキャンするだけで「どのパレットが、今どこにあるか」を特定できる。これが、ズレのない正確な在庫管理の基盤となります。
3. 倉庫管理モニタ(/SCWM/MON)による一元管理
「トラックは何台来ているか」「荷卸しは終わったが、まだ棚に入っていない在庫はどこか」といった状況は、すべて倉庫管理モニタからリアルタイムに把握できます。
現場の作業員がスキャンした結果が即座にモニタに反映されるため、管理者は現場を走り回ることなく、情報の不一致や遅延を早期に発見できるのです。
「どう動かし、どこに置くか」を決定する検索ロジック

入荷伝票が作成されると、EWMは「どの作業手順(プロセス)を適用し、最終的にどの棚(場所)に格納するか」を自動判定します。この判断の起点となるのが、製品マスタに登録された2つのインジケータ、PTDIとPACIです。
① プロセスの決定:PTDI (Process Type Determination Indicator)
まず、その製品を「どのように扱うか」という基本ルールである倉庫処理タイプ(WPT)を決定します。
システム動作・役割
EWMは、入荷伝票の項目(伝票タイプ、明細タイプ等)と、製品マスタのPTDIを組み合わせて、カスタマイズテーブルから最適なWPTを導き出します。
WPTは在庫移動の「性格」を規定する最重要パラメータです。例えば、「直接棚入れ(WPT: 1010)」なのか、「検品エリアを経由(WPT: 1011)」させるのかといった、作業フローの分岐をこのPTDIによって制御します。
② エリアの特定:PACI (Putaway Control Indicator)
プロセスが決まると、次に「どのエリア(保管タイプ)に向かうべきか」を判定します。
システム動作・役割
製品マスタのPACIを参照し、あらかじめ定義された「保管タイプ検索順序」を呼び出します。
「常温品なら常温エリア、冷蔵品なら冷蔵エリア」といった、製品特性に合致した保管エリアを優先順位に従って特定します。
③ セクションと棚番タイプの絞り込み
エリアが決まった後、さらに物理的な制約に基づいて具体的な棚番を絞り込みます。
保管区画検索
製品マスタの「保管区画インジケータ」に基づき、同一エリア内での「重いものは下段、軽いものは上段」といったゾーンを特定します。
棚番タイプ検索
荷姿(HUタイプ)と棚の物理サイズを照合します。例えば「高さ2mのパレット」に対して「有効高1.5mの棚」が割り当てられないよう、物理的な不整合を排除します。
プロセス指向(POSC)とレイアウト指向(LOSC)による工程管理
「行き先」が決まれば、次は「移動」です。しかし、大規模な倉庫や自動倉庫では、A地点からB地点へ直接運ぶだけでは済みません。検品や詰め替えといった「作業工程」や、コンベアやリフトといった「物理的な経路」が介在するからです。
EWMでは、これらをPOSCとLOSCという2つの制御ロジックで管理します。
1. プロセス指向保管制御(POSC):作業手順の連鎖
POSC(Process-Oriented Storage Control)は、最終的な棚入れまでに必要な「作業ステップ(工程)」を管理します。
例えば、以下のような4段階のプロセスを定義できます。
- 荷卸し (Unloading): トラックから降ろす
- 検品 (Counting): 数量と品質を確認する
- 詰め替え (Deconsolidation): 混載パレットを製品ごとに分ける
- 棚入れ (Putaway): 最終保管場所へ格納する
POSCの優れた点は、「前のステップのタスクが確定すると、次のステップのタスクを自動で作成する」という連動性にあります。これにより、複雑な多段階プロセスでも情報の欠落を防ぎ、作業の進捗を確実に管理できます。
2. レイアウト指向保管制御(LOSC):物理経路の制約
POSCが「作業手順」を決めるのに対し、LOSC(Layout-Oriented Storage Control)は「物理的なルート」を制御します。これは、倉庫のレイアウト上、直接目的地に行けない場合に適用されます。
- 中継地点(IDポイント): 自動倉庫の入庫ゲートなど、一時的な経由地。
- 物理デバイス連携: 「AエリアからBエリアへ行くには、必ずこのコンベア投入口を通らなければならない」といった制約を定義。
特に自動倉庫連携(MHS連携)においては、このLOSCが重要です。EWMはLOSCの設定に基づき、中継地点までの搬送指示を出し、そこから先の制御をWCS(倉庫制御システム)へバトンタッチする、といった役割も果たします。
3. POSCとLOSCの組み合わせ
実務では、この2つを組み合わせて運用します。
- POSCで「検品が必要」という手順が決まり、
- LOSCで「検品エリアに行くには、このリフトを使う」というルートが決まる。
この二重の制御により、どんなに複雑な大規模倉庫でも、「モノが今どこにあり、次に何をすべきか」をシステムが完全に見失わないように設計されています。
5. 棚入れ戦略:保管効率を最大化するアルゴリズム
PACI等でエリアが特定された後、具体的な「一意の棚番」を決めるための戦略(アルゴリズム)を選択します。
| 戦略 | 技術的動作 |
|---|---|
| 空棚戦略 (Empty Bin) | 保管セクション内の空いている棚番を、インデックス順または最短距離で検索。 |
| 固定棚戦略 (Fixed Bin) | 製品マスタに紐付けられた特定の棚番のみを候補とする。 |
| 追加保管戦略 (Addition to Stock) | 既に同一製品が保管されている棚を探し、容量許容範囲内で混載する。 |
| バルク保管戦略 (Bulk Storage) | パレットを積み重ねて保管するエリア専用の検索ロジック。 |
棚入れプロセスで、物理的な事故を防ぐのがキャパシティチェックです。EWMでは「重量」「容積」「最大個数」に加えて、パレットなどの「荷姿(荷役単位:HU)」の形状に基づいたチェックが可能です。マスタに正しい寸法・重量を登録することで、物理的に入り切らない棚がシステム上で割り当てられるリスクを排除できます。
まとめ:精緻な入荷設計が出荷精度を規定する
ここまで、EWMにおける入荷・棚入れプロセスの全体像から、その背後にある緻密な制御ロジック(PTDI/PACI、POSC/LOSC、棚入れ戦略)を見てきました。
「ただ荷物を受け取って棚に置くだけ」に見える入荷作業に、なぜこれほど多くの設定とロジックが必要なのでしょうか?
それは、入荷こそが倉庫管理の「品質」を決定づける最重要プロセスだからです。
- 在庫の属性を確定させる: HU(荷役単位)管理により、実物とシステムが1対1で紐付く。
- 保管効率を最大化する: アルゴリズムにより、限られたスペースに無駄なく、かつ物理制約を守って格納される。
- 出荷の「準備」を整える: 正しい棚に、正しい属性を持って収まって初めて、EWMは「先入れ先出し(FIFO)の徹底」や「ピッキング距離の最短化」といった高度な出荷制御を行うことが可能になります。
いわば、入荷プロセスは倉庫という巨大なデータベースに「正しいデータ」をインプットする作業です。ここで「在庫の真実」が確立されていれば、出荷時のトラブルは劇的に減少します。
入荷を制する者は、倉庫管理を制す。
今回の解説が、皆様の倉庫設計における「情報の流れ」と「モノの動き」を同期させるヒントになれば幸いです。

コメント